
‘Smartly’ use pre-mixed accelerator blends to control blooming
Ethylene a-olefin elastomers, particularly ethylene-propylene-diene (EPDM) rubbers, are excellent all-purpose rubbers. Environmental factors such as oxygen, heat UV and ozone tend to degrade the rubbers. These factors cause free radicals to form which attach to the polymer chain and make the rubber harder.
Antioxidants are added to the rubber formulation to slow the breakdown of rubber. Other additives to reinforce rubber and improve UV-light resistance as also processing oils to reduce the viscosity of rubber for greater advantage in processing is added. The EPDM rubbers are typically cured using a sulphur or peroxide cure system. Sulphur cure systems are generally preferred since they are effective, inexpensive and require no special processing techniques. One potential issue that manufacturers may need to worry about when using EPDM is blooming.
Blooming is a phenomenon that can occur when certain types of material, such as EPDM Rubbers, is exposed to high temperatures, UV Radiation and other environmental factors. This can have a number of negative effects on the performance and appearance of EPDM products. It can affect the material’s ability to seal effectively and may cause it to become less flexible and more brittle. In addition, the material can become less aesthetic which can be an issue when the product is intended for use in the application where appearance is important.
To prevent blooming manufacturers will need to take steps to protect EPDM rubber products. This will be either selecting an EPDM formulation that is especially resistant to blooming or using an accelerator blend in the process of manufacture.
This is the second part of the two-part series where we present an optimized multi-purpose accelerator blend with high cure activity. Our first part detailed DEOVULC EG 3 which can be accessed here. In this article we present DEOVULC BG 187
DEOVULC BG 187
Composition: Combination of highly active accelerators. Available as a non-dusting powder or as granules.
This grade is an accelerator blend for rubber products that must not form any dangerous nitrosamines during production or storage.
| Dosage Guidelines (phr) for EPDM | ||
| Black Compounds | Light coloured compounds | |
| Deovulc BG 187 | 4.0 – 6.0 | 6.0 – 8.0 |
| Sulphur | 0.8 – 1.5 | 0.8 – 1.5 |
Effects of Increased Dosage



Conclusion: By increasing the dosage, the speed of vulcanization rises. A dosage under 4 phr is not recommended since then becomes noticeably slower.
Physical Properties
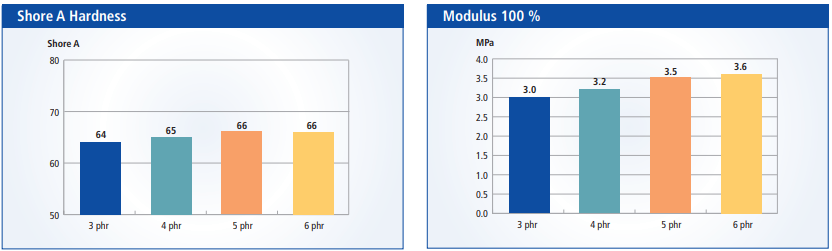


Conclusion: Starting at 4 phr, increasing the dosage barely affects the physical values or the ageing. Only the ultimate elongation is shortened because of the higher cross-linking density.
Effects of Sulphur Dosage



Conclusion: The sulphur dosage has a decisive influence on the cross-linking density. A sulphur dosage under 0.75 phr is not recommended
Physical Properties



Conclusion: The hardness and module continuously grow with an increased dosage of sulphur, a result of the increased cross-linking density. In contrast, the elongation values decline, especially after ageing. For the best results with the compression set and heat-ageing, the sulphur dosage should be kept as low as possible, because the ploysulfide bonds which are propagated by higher sulphur dosages have a negative effect on these properties.
Effects of Secondary Accelerators

Because of the nitrosamine-free accelerator blend Deovulc BG 187, only nitrosamine-free secondary accelerators were also selected.
*N-phenyl -N (trichloro-methyl-sulfenyl)-benzene sulfonamide


Conclusion: The vulcanization speed can be substantially influenced by using secondary accelerators. Thus, the cure time can be reduced by approximately 30% with ZBEC. On the other hand, the flow time can be extended by more than 30% with Retarder PBS.
Physical Properties:



Conclusion: Secondary accelerators have different effects on the physical values of the vulcanizate, depending on the type and the dosage. The hardness increases slightly, whereas the tensile strength and elongation tend to appear somewhat lower. The compression set improves noticeably with the addition of ZBEC or TBzTD. Even after heat-ageing, the positive properties of ZBEC, TBzTD, and MBT can be seen. We have determined no blooming effects for EPDM rubber products here. However, we must note that this depends on the overall recipe and must be tested individually.
SUMMARY AND CONCLUSIONS:
The use of Deovulc EG pre blended accelerators in EPDM compounds has been proved to offer practical and technological advantages compared to working with several individual accelerators. Although the accelerator blends have been largely optimized by D. O. G, the manufacturer, they leave the rubber compounder sufficient freedom for individual development efforts.
Under technological aspects, the rational work approach handling one or two components only instead of several individual accelerators, the high state of cure obtained and the favorable cured rubber properties, in particular the very low compression set after compression at high temperatures, count among the manifold advantages.
Economically speaking , the possibility to work with lower priced EPDM grades with cheaper curing systems – lower priced EPDM rubber grades in combination with high concentrations of highly efficient accelerator blends, or inversely low concentrations of accelerator blends in highly reactive EPDM Rubber grades – along with shorter curing cycles and/or lower curing temperatures represent points in favor. These accelerator blends lend itself particularly to such economically interesting solutions.
In the month of December 2022, we brought to you DEOVULC EG 3 which can be accessed here. With this we will have concluded our two-part series on Deovulc pre-blended accelerators.
I R Tubes Pvt. Ltd. is a leading specialty chemical supplier for the chemical industry. Contact I. R. Tubes on info@irtubes.com or Call: 9689927193 for more information